Cuellos de Botella en Producción: Cómo Identificarlos y Eliminarlos

Aprende a detectar cuellos de botella en tu línea de producción, entender su impacto real en el throughput y aplicar estrategias prácticas para eliminarlos.
Cuellos de Botella en Producción: Cómo Identificarlos y Eliminarlos
Tu planta solo puede producir tan rápido como su estación más lenta. Esa es la definición más simple de un cuello de botella — y es una de las verdades más ignoradas en manufactura.
Puedes tener 10 máquinas CNC operando al 95% de eficiencia, pero si tu única estación de inspección procesa a la mitad de velocidad, tu throughput será el de esa estación. El resto del equipo estará haciendo inventario en proceso, no producto terminado.
¿Qué es un Cuello de Botella?
Un cuello de botella (bottleneck) es cualquier recurso — máquina, persona, proceso — cuya capacidad es menor que la demanda que se le impone. Es la restricción que limita el throughput de todo el sistema.
La Teoría de Restricciones (TOC) de Eliyahu Goldratt lo establece claramente:
"El throughput de cualquier sistema está determinado por su restricción. Mejorar cualquier otro recurso que no sea la restricción no mejora el sistema."
Esto significa que optimizar el OEE de una máquina que no es cuello de botella no impacta tu producción. Es esfuerzo desperdiciado.

Cómo Identificar Cuellos de Botella
Señales Visuales en Piso
- Acumulación de WIP: Donde ves material apilándose antes de una estación, probablemente hay un cuello de botella. Si antes de tu CNC hay 50 piezas esperando y después solo 5, esa CNC es tu restricción.
- Estaciones hambrientas: Las estaciones posteriores al cuello de botella tienen tiempos de espera — los operadores están parados esperando material.
- Horas extra recurrentes: Si siempre necesitas horas extra en la misma estación para cumplir el programa, tienes un cuello de botella.
Método Analítico: Comparar Cycle Time vs Takt Time
La forma más precisa de identificar un cuello de botella es comparar el cycle time de cada estación contra el takt time:
| Estación | Cycle Time | Takt Time | ¿Cuello de Botella? |
|---|---|---|---|
| Corte | 1.5 min | 3.0 min | ✅ Holgura |
| Torno CNC | 2.8 min | 3.0 min | ⚠️ Casi al límite |
| Fresado | 3.4 min | 3.0 min | 🔴 Bottleneck |
| Inspección | 1.0 min | 3.0 min | ✅ Holgura |
| Empaque | 0.8 min | 3.0 min | ✅ Holgura |
En este ejemplo, la estación de Fresado es el cuello de botella: su cycle time (3.4 min) supera el takt time (3.0 min). No importa cuánto optimices las demás — la producción máxima será ~130 piezas/turno en lugar de las 150 requeridas.
Los 5 Pasos de TOC para Eliminar Restricciones
Goldratt propone un proceso cíclico de 5 pasos:
1. Identificar la Restricción
Encuentra la estación con el cycle time más alto relativo a su demanda. No asumas — mide. Los cuellos de botella reales no siempre coinciden con la percepción del equipo.
2. Explotar la Restricción
Saca el máximo provecho del cuello de botella sin invertir. Esto incluye:
- Eliminar todo tiempo de espera en esa estación (material listo, herramienta lista, operador dedicado)
- Cero paros no planificados (mantenimiento preventivo prioritario)
- Reducir el setup al mínimo (aplicar SMED)
- Asegurar que nunca le falte material
3. Subordinar Todo lo Demás
Ajusta el ritmo de las demás estaciones al ritmo del cuello de botella. No tiene sentido que Corte produzca a 1.5 min/pieza si Fresado solo puede procesar a 3.4 min/pieza — solo generas inventario en proceso.
4. Elevar la Restricción
Si después de explotar y subordinar sigues sin cumplir la demanda, invierte en ampliar la capacidad del cuello de botella:
- Agregar una máquina paralela
- Agregar un turno
- Subcontratar esa operación
- Modernizar el equipo
5. Repetir
Una vez que eliminas un cuello de botella, otro recurso se convierte en la nueva restricción. El proceso es continuo.
Cuellos de Botella Ocultos
No todos los cuellos de botella son máquinas. Frecuentemente los encontramos en:
- Inspección de calidad: Un solo inspector revisando la producción de 5 máquinas.
- Setup / Changeover: La máquina es rápida produciendo, pero tarda 45 min en cada cambio de modelo.
- Información: El supervisor que aprueba cada orden, el ERP que tarda en generar las hojas de ruta, el Excel que hay que actualizar antes de arrancar.
- Material: El almacén que surte cada 4 horas en vez de cada hora.
Estos cuellos de botella son más difíciles de ver porque no son estaciones físicas — son procesos invisibles que limitan el flujo.
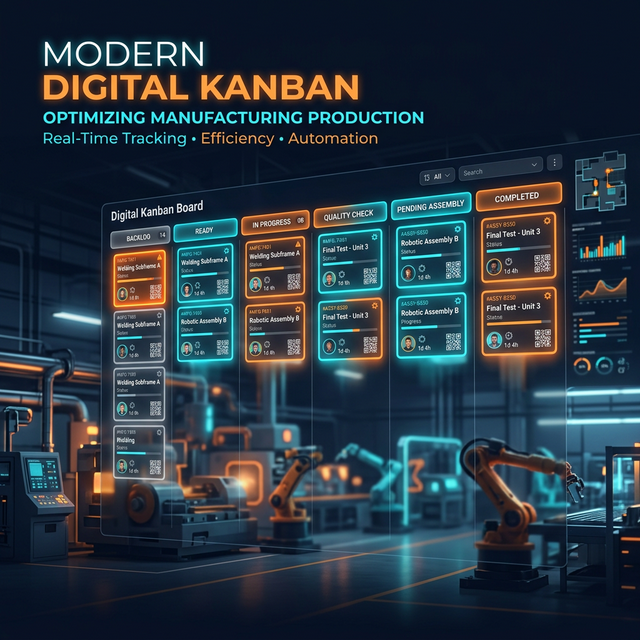
Detección Digital con Digital Twin
La forma más efectiva de detectar cuellos de botella es con un Digital Twin que muestre el flujo completo en tiempo real.
El Digital Twin de Patok visualiza cada máquina como una tarjeta con su estado actual, cycle time promedio y conteo de WIP en cola. Cuando una estación acumula WIP mientras las siguientes están vacías, el cuello de botella es visualmente obvio.
Además, Patok calcula un bottleneck score automático basado en:
- Ratio de cycle time vs takt time
- Acumulación de WIP en cola
- Utilización de la estación
- Frecuencia de horas extra
Esto elimina la subjetividad — ya no dependes de la percepción del supervisor para saber cuál es tu restricción real.
Conclusión
Los cuellos de botella son inevitables — siempre habrá una restricción en tu sistema. Lo que no es inevitable es la ceguera ante ellos. La diferencia entre una planta que lucha contra entregas tardías y una que fluye como reloj está en la capacidad de ver, medir y actuar sobre sus restricciones.
¿Tu planta tiene visibilidad sobre sus cuellos de botella, o solo los descubre cuando un cliente reclama? Empieza por medir el OEE y los cycle times de cada estación — los datos te van a hablar.
¿Quieres ver dónde están los cuellos de botella de tu planta? Agenda un diagnóstico con Gemba Walk gratuito y descúbrelo en menos de una hora con Patok.
Temas
Artículos Relacionados
Más sobre OEE y Métricas
¿Listo para transformar tu planta?
Agenda una sesión de adopción gratuita y descubre tu mayor oportunidad de mejora con IA industrial.
Agendar Sesión de Adopción