OEE: La Guía Definitiva para Manufactura
Aprende qué es el OEE, cómo calcularlo paso a paso, cuáles son las 6 grandes pérdidas y cómo mejorar la eficiencia global de tus equipos. Guía completa para ingenieros de producción.
OEE: La Guía Definitiva para Manufactura
Si eres ingeniero de producción, gerente de planta o director de operaciones en LATAM, probablemente has escuchado el término OEE cientos de veces. Tal vez lo calculas a mano. Tal vez lo tienes en un Excel que nadie actualiza. O tal vez simplemente no lo mides y sabes que deberías.
Esta guía está diseñada para resolver todo eso. Aquí cubrimos desde la definición hasta la implementación real, con ejemplos prácticos, fórmulas claras y estrategias que puedes aplicar el lunes en tu planta.
¿Qué es OEE?
OEE significa Overall Equipment Effectiveness (Efectividad Global de los Equipos). Es la métrica más importante para medir la productividad real de una máquina, una línea o una planta completa.
El OEE combina tres dimensiones de rendimiento en un solo número porcentual:
- Disponibilidad: ¿Cuánto tiempo estuvo la máquina lista para producir vs. cuánto tiempo debería haber estado?
- Rendimiento: ¿Produce a la velocidad teórica o va más lento?
- Calidad: ¿Cuántas piezas buenas salen vs. cuántas se rechazan?
OEE = Disponibilidad × Rendimiento × Calidad

Un OEE del 100% significa que produces solo piezas buenas (calidad), a la máxima velocidad (rendimiento), sin tiempos muertos (disponibilidad). En la práctica, un OEE del 85% ya se considera world-class.
¿Por qué importa el OEE?
Porque es la única métrica que te dice la verdad completa sobre tu maquinaria. Puedes tener una máquina que "nunca para" pero va lenta. O una que va rapidísimo pero saca 30% de scrap. El OEE captura todo eso en un solo número.
Para los ingenieros de producción en plantas de manufactura discreta — metalurgia, plásticos, automotriz, alimentos — el OEE es la brújula que indica dónde están las oportunidades de mejora más grandes.
La Fórmula del OEE: Desglose Completo
1. Disponibilidad (Availability)
Mide el porcentaje de tiempo que la máquina estuvo realmente produciendo vs. el tiempo planificado.
Disponibilidad = Tiempo Operativo / Tiempo Planificado de Producción
Ejemplo: Tu turno es de 8 horas (480 min). Descontamos 30 min de almuerzo planificado. Tiempo planificado = 450 min. La máquina paró 45 min por setup y 15 min por una falla.
Tiempo Operativo = 450 - 45 - 15 = 390 min
Disponibilidad = 390 / 450 = 86.7%
¿Qué reduce la Disponibilidad?
- Cambios de modelo (setup / changeover)
- Fallas mecánicas o eléctricas
- Espera de material
- Espera de operador
- Arranques y cierres no planificados
2. Rendimiento (Performance)
Mide la velocidad real vs. la velocidad teórica de la máquina.
Rendimiento = (Piezas Producidas × Tiempo de Ciclo Ideal) / Tiempo Operativo
Ejemplo: En los 390 min operativos, la máquina produjo 350 piezas. El tiempo de ciclo ideal es de 1 min/pieza.
Rendimiento = (350 × 1) / 390 = 89.7%
¿Qué reduce el Rendimiento?
- Micro-paros (la máquina se traba por segundos)
- Velocidad reducida por desgaste de herramienta
- Material de mala calidad que obliga a ir más lento
- Operador inexperto que no alimenta a tiempo
3. Calidad (Quality)
Mide el porcentaje de piezas buenas a la primera vs. el total producido.
Calidad = Piezas Buenas / Piezas Totales Producidas
Ejemplo: De las 350 piezas producidas, 14 fueron rechazadas por defectos.
Calidad = (350 - 14) / 350 = 336 / 350 = 96.0%
¿Qué reduce la Calidad?
- Defectos de proceso (dimensiones fuera de tolerancia)
- Material fuera de especificación
- Errores de setup (primera pieza del lote)
- Retrabajo por ajustes incorrectos
OEE Total del Ejemplo
OEE = 86.7% × 89.7% × 96.0% = 74.6%
Un OEE del 74.6% es un punto de partida muy común en plantas latinoamericanas que empiezan a medir. Hay mucho espacio para mejorar.
Las 6 Grandes Pérdidas (Six Big Losses)
El concepto de OEE proviene del TPM (Total Productive Maintenance), desarrollado por Seiichi Nakajima en Japón. Nakajima identificó 6 categorías de pérdida que afectan la productividad de los equipos:
Pérdidas de Disponibilidad
- Fallas de equipo — Paros no planificados por averías mecánicas, eléctricas o de software. Son las más visibles y generalmente las primeras que se atacan.
- Setup y ajustes — El tiempo que toma cambiar de un producto a otro, ajustar parámetros, calentar la máquina o hacer la primera pieza buena. En manufactura discreta con alta variedad de producto, este suele ser el mayor ladrón de tiempo.
Pérdidas de Rendimiento
- Micro-paros — Paros de segundos o pocos minutos que individualmente parecen insignificantes, pero acumulados pueden representar 10-15% del tiempo. Un sensor que se activa, una pieza que se atora, una alarma que se resetea.
- Velocidad reducida — La máquina opera pero no a su velocidad nominal. Puede ser por desgaste, por material difícil, por instrucciones del operador, o porque nadie recuerda cuál era la velocidad óptima.
Pérdidas de Calidad
- Defectos de proceso — Piezas que no cumplen especificaciones y van a scrap o retrabajo durante la producción estable.
- Pérdidas de arranque — Piezas defectuosas durante el arranque, cambio de modelo o calentamiento. Son las primeras piezas del lote que generalmente se descartan.
¿Cómo se eliminan?
La clave está en hacerlas visibles primero. No puedes mejorar lo que no mides. La mayoría de las plantas en LATAM no tienen forma sistemática de registrar estas 6 pérdidas — se pierden en la informalidad del día a día.
Un sistema como Patok permite registrar automáticamente los tiempos de ciclo, paros y estados de la máquina, haciendo visible cada una de estas pérdidas sin depender del operador.
Benchmarks de OEE: ¿Qué es "bueno"?
| Nivel de OEE | Clasificación | Contexto |
|---|---|---|
| < 40% | Crítico | Hay problemas serios de disponibilidad, velocidad o calidad |
| 40% – 60% | Bajo | Común en plantas sin medición sistemática |
| 60% – 75% | Promedio | Típico en plantas que empiezan a medir |
| 75% – 85% | Bueno | Mejora continua activa, TPM en marcha |
| 85%+ | World-Class | Benchmark de manufactura de clase mundial |
Contexto para LATAM
En nuestra experiencia trabajando con plantas en México, Colombia y la región, el OEE promedio sin medición digital está entre 45% y 65%. La razón principal no es que las máquinas sean malas — es que las pérdidas son invisibles.
Cuando una planta empieza a medir OEE digitalmente, los primeros tres meses suelen revelar 15-25 puntos porcentuales de mejora potencial que nadie sabía que existían.
Cómo Calcular OEE en tu Planta: 3 Enfoques
Enfoque 1: Manual con Hojas de Registro
El método más básico. El operador llena una hoja con:
- Hora de inicio y fin de producción
- Paros y su motivo
- Piezas producidas
- Piezas rechazadas
Ventajas: Cero inversión, conciencia del operador. Desventajas: Datos imprecisos, carga administrativa, nadie lo analiza, los micro-paros se pierden.
Enfoque 2: Excel Semi-Automático
Un paso adelante. Los datos se capturan en papel y se vacían al final del turno en un Excel con fórmulas preconfiguradas.
Ventajas: Costo bajo, se pueden generar gráficas. Desventajas: Retraso de datos (siempre ves el pasado), errores de captura, el Excel se rompe, depende de una persona.
Enfoque 3: Digital en Tiempo Real
El método más efectivo. Un sistema digital registra automáticamente los eventos de la máquina: cuando arranca, cuando para, cuántas piezas saca, cuántas son buenas.
Ventajas: Datos precisos al segundo, visibilidad inmediata, históricos automáticos, alertas proactivas. Desventajas: Requiere inversión en software y posiblemente hardware.
Con soluciones como Patok, este enfoque no requiere sensores IoT costosos — el operador escanea un QR para iniciar y terminar operaciones, y el sistema calcula tiempos automáticamente. Es la forma más accesible de obtener OEE digital real.
Métricas Complementarias al OEE
El OEE no trabaja solo. Para tener un panorama completo de tu producción, necesitas entender estas métricas relacionadas:
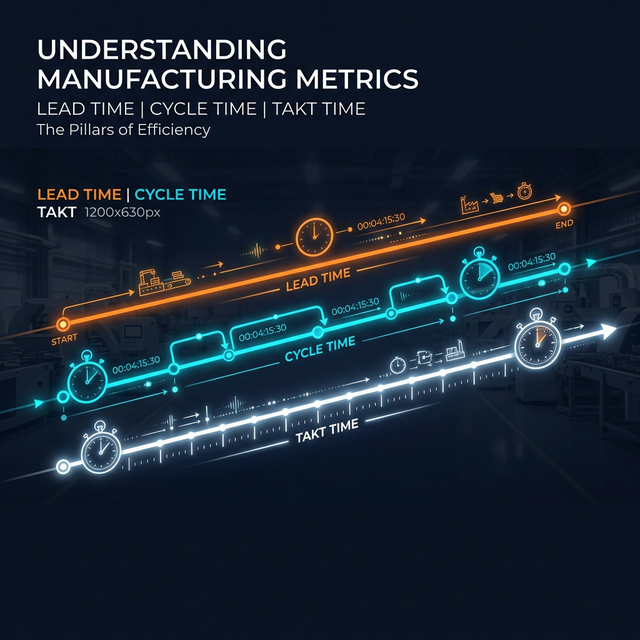
Lead Time vs Cycle Time vs Takt Time
Estas tres métricas de tiempo son fundamentales y frecuentemente confundidas. En nuestro artículo dedicado sobre Lead Time, Cycle Time y Takt Time las explicamos en detalle, pero aquí va un resumen rápido:
- Cycle Time: Cuánto tarda realmente hacer una pieza (puerta a puerta de la máquina)
- Lead Time: Cuánto tarda una pieza desde que entra como materia prima hasta que sale como producto terminado
- Takt Time: El ritmo al que debes producir para cumplir con la demanda del cliente
El OEE se alimenta directamente del Cycle Time para calcular el componente de Rendimiento.
Throughput
El throughput es la tasa de producción real: piezas por hora, por turno o por día. Es el resultado visible del OEE. Si mejoras tu OEE, tu throughput sube automáticamente.
Cuellos de Botella (Bottleneck)
Un cuello de botella es la estación o máquina que limita el throughput de toda tu línea. No tiene sentido optimizar el OEE de una máquina que no es el cuello de botella — estarás mejorando algo que no impacta el resultado global.
Descubre cómo identificar y eliminar cuellos de botella en nuestro artículo sobre Bottleneck: Cuellos de Botella en Producción.
Estrategias para Mejorar el OEE
1. Haz Visible lo Invisible
El primer paso no es "mejorar" — es medir. La mayoría de las plantas que empiezan a medir OEE de forma digital descubren que su OEE real es 15-20 puntos por debajo de lo que creían.
¿Cómo? Implementa un sistema de registro digital que capture:
- Inicio y fin de cada operación
- Razón de cada paro (categorizada)
- Conteo de piezas buenas vs. defectuosas
2. Ataca el Setup Primero
En manufactura discreta con alta mezcla de producto (alta variedad, lotes pequeños), el changeover suele ser la pérdida #1. Aplica los principios de SMED (Single-Minute Exchange of Dies):
- Separa actividades internas (máquina parada) de externas (máquina corriendo)
- Convierte actividades internas en externas
- Estandariza y simplifica las que quedan
3. Implementa Mantenimiento Autónomo
Entrena a los operadores para que hagan inspecciones básicas, lubricación y limpieza. Esto previene el 70% de las fallas menores que causan paros no planificados.
4. Estandariza los Tiempos de Ciclo
Si no tienes un tiempo de ciclo estándar documentado para cada producto en cada máquina, tu cálculo de Rendimiento es una adivinanza. Usa estudios de tiempo o, mejor aún, deja que el sistema digital aprenda los tiempos reales y establezca los estándares.
5. Implementa Control Visual (Mieruka)
Los tableros visuales en cada estación muestran al operador su OEE en tiempo real — meta vs. actual. Esto crea un ciclo de retroalimentación inmediato que motiva la mejora.
6. Usa Pareto para Priorizar
No intentes arreglar todo a la vez. Haz un Pareto de los paros por frecuencia y duración. Los primeros 3 tipos de paro generalmente representan el 70% del tiempo perdido. Ataca esos primero.
OEE y la Ley de Little: La Conexión Que Pocos Ven
Hay una conexión matemática profunda entre el OEE y la Ley de Little, una fórmula fundamental de la teoría de colas:
WIP = Throughput × Lead Time
Si tu OEE baja, tu throughput baja. Si quieres mantener la misma producción con menor throughput, tu WIP (inventario en proceso) aumenta. Más WIP significa mayor lead time, más dinero atado en inventario, y más caos en el piso.
Mejorar el OEE no solo mejora la productividad de la máquina — reduce el WIP, acorta los lead times y libera capital.
El Digital Twin de Patok visualiza esta relación en tiempo real: puedes ver cómo el OEE de cada máquina impacta el flujo general de la planta.
OEE por Industria en LATAM
Metalurgia (CNC, torno, fresado)
- OEE típico sin medición: 35-55%
- Mayor pérdida: Setup (cambios de herramental frecuentes)
- Oportunidad: SMED digital + tiempos de ciclo automáticos
Inyección de Plásticos
- OEE típico sin medición: 50-70%
- Mayor pérdida: Arranques y calentamiento de molde
- Oportunidad: Registro digital de temperaturas y tiempos de estabilización
Ensamble (Automotriz Tier 2-3)
- OEE típico sin medición: 45-65%
- Mayor pérdida: Micro-paros y desbalanceo de línea
- Oportunidad: Visibilidad de ciclos por estación para balancear
Alimentos y Bebidas
- OEE típico sin medición: 40-60%
- Mayor pérdida: Limpieza entre lotes (CIP) y regulaciones sanitarias
- Oportunidad: Estandarización de tiempos de limpieza con registro digital
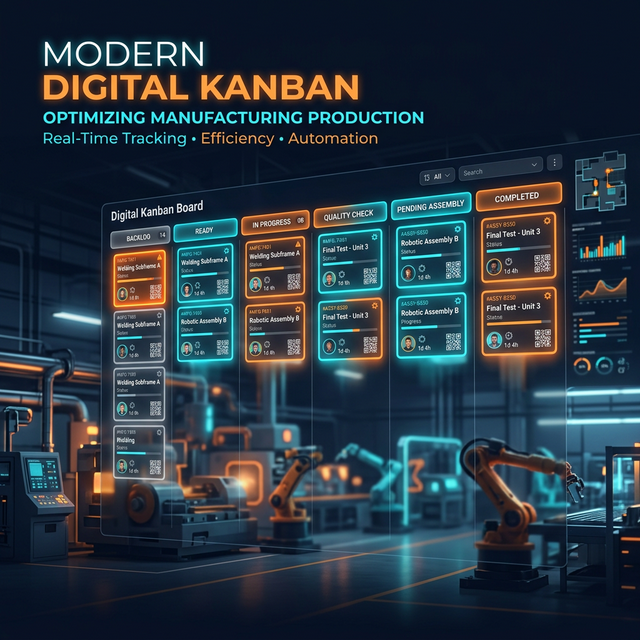
Kanban y OEE: El Flujo Completo
¿Cómo se conecta el OEE con el control de la producción? A través de Kanban. Un sistema Kanban digital permite controlar el flujo de órdenes de producción basándose en datos reales de capacidad — y esa capacidad la determina el OEE.
Si tu OEE es del 60%, tu capacidad real es solo el 60% de la teórica. Un sistema Kanban que no considere esto va a sobrecargar tu planta y generar cuellos de botella artificiales.
Lee más sobre cómo implementar Kanban Digital en manufactura y cómo se integra con el monitoreo de OEE.
Automatización del OEE con Patok
El Problema del OEE Manual
El 80% de las plantas en LATAM que dicen "medir OEE" lo hacen con papel y Excel. Esto introduce 3 problemas graves:
- Retraso: Los datos llegan 24-48 horas después. Para cuando los ves, ya perdiste la oportunidad de actuar.
- Inexactitud: El operador redondea, olvida o simplemente no registra los micro-paros. El OEE real puede ser 15 puntos menor de lo reportado.
- Esfuerzo: Alguien tiene que vaciar los datos, calcular y presentar. Eso cuesta horas-hombre que podrían dedicarse a mejorar.
Cómo lo Resuelve Patok
Patok Gemba automatiza el registro de OEE sin necesidad de sensores IoT:
- Inicio con QR: El operador escanea un código QR en la máquina para iniciar la operación. El sistema registra el timestamp al milisegundo.
- Registro de estados: Setups, paros, producción activa — cada cambio de estado se captura en tiempo real con su motivo.
- Fin automático: Al terminar la operación o el turno, el sistema calcula automáticamente el OEE desglosado en Disponibilidad, Rendimiento y Calidad.
- Digital Twin: El Dashboard de Control Operativo muestra el OEE en tiempo real de cada máquina, con código de colores que indica si está en rango (verde), tolerable (amarillo) o crítico (rojo).
- Históricos automáticos: Sin necesidad de Excel, el sistema genera tendencias de OEE por máquina, línea, turno y producto.
OEE vs TEEP: Una Visión Más Amplia
Si dominas el OEE, el siguiente nivel es el TEEP (Total Effective Equipment Performance). Mientras el OEE mide la eficiencia durante el tiempo planificado, el TEEP mide la eficiencia durante todo el tiempo calendario — 24/7/365.
TEEP = OEE × Utilización del Calendario
Si tu planta opera un turno de 8 horas al día (33% del día), incluso con un OEE del 85%, tu TEEP sería solo 28%. Esto revela cuánta capacidad potencial tienes sin invertir en más equipo — simplemente agregando turnos.
El TEEP es especialmente útil para directores de operaciones que evalúan si necesitan invertir en nuevas máquinas o si pueden crecer con las que ya tienen optimizando turnos y reduciendo pérdidas.
Preguntas Frecuentes sobre OEE
¿El OEE aplica a procesos continuos o solo discretos?
Aplica a ambos, pero es más directo en manufactura discreta (donde cuentas piezas). En procesos continuos (química, refinación) se adapta usando volumen de producción en lugar de piezas.
¿Debo calcular OEE por máquina o por línea?
Ambos. El OEE por máquina te dice dónde están los problemas. El OEE por línea te dice el impacto real en tu throughput. Empieza por máquina y luego agrega.
¿Un OEE del 100% es posible?
Técnicamente sí, prácticamente no. Un OEE del 85% ya es world-class. Perseguir el 100% genera rendimientos decrecientes y puede crear más problemas de los que resuelve (como eliminar todo mantenimiento preventivo para "no parar").
¿Cada cuánto debo revisar el OEE?
Idealmente en tiempo real. Como mínimo, al final de cada turno. Si lo revisas semanalmente, estás viendo una película a 1 frame por semana — no vas a entender la historia.
¿Cuál es la diferencia entre OEE y Utilización?
Utilización solo mide si la máquina está corriendo o no. No considera velocidad ni calidad. Puedes tener una máquina con 95% de utilización pero solo 60% de OEE porque va lenta y saca scrap.
Conclusión: El OEE es tu Punto de Partida
El OEE no es la única métrica que importa, pero es la mejor puerta de entrada a la mejora continua en manufactura. Te fuerza a pensar en tus equipos de forma integral: ¿están disponibles, son rápidos y producen calidad?
Si hoy no mides OEE — o lo mides con papel — estás navegando a ciegas. La buena noticia es que con las herramientas digitales disponibles hoy, ya no necesitas invertir millones en sensores IoT o sistemas MES de enterprise. Soluciones como Patok te permiten empezar a medir OEE real desde el primer día, con la infraestructura que ya tienes.
Tu siguiente paso: Calcula el OEE de tu máquina más crítica durante una semana. El número te va a sorprender. Y ese momento de revelación es exactamente donde comienza la transformación de tu planta.
¿Quieres ver cómo Patok calcula el OEE automáticamente en tu planta? Agenda un Gemba Walk de diagnóstico gratuito y descubre tu OEE real en menos de una hora.
Temas
Artículos Relacionados
Más sobre OEE y Métricas

¿Listo para transformar tu planta?
Agenda una sesión de adopción gratuita y descubre tu mayor oportunidad de mejora con IA industrial.
Agendar Sesión de Adopción